
Plastic-free packaging is no longer a branding choice—it’s an engineering and compliance challenge.
For many brands, the real risk is not switching materials, but breaking production stability, missing compliance, or losing cost control along the way.
This guide focuses on practical decisions you will need to make before 2026—without slogans.
Executive Summary: The 60-Second Decision Framework
Myth vs. Reality: Plastic-Free Means Redefining What “Works”
Plastic-free packaging is not a material swap.
It requires structural redesign so packaging can still run at line speed, stack safely, and survive transport.
The real decision is not “which paper,” but whether these two inputs are aligned:
- Paper strength direction (MD/CD)
- Required packaging strength (pallet stacking, transport load, drop risk)
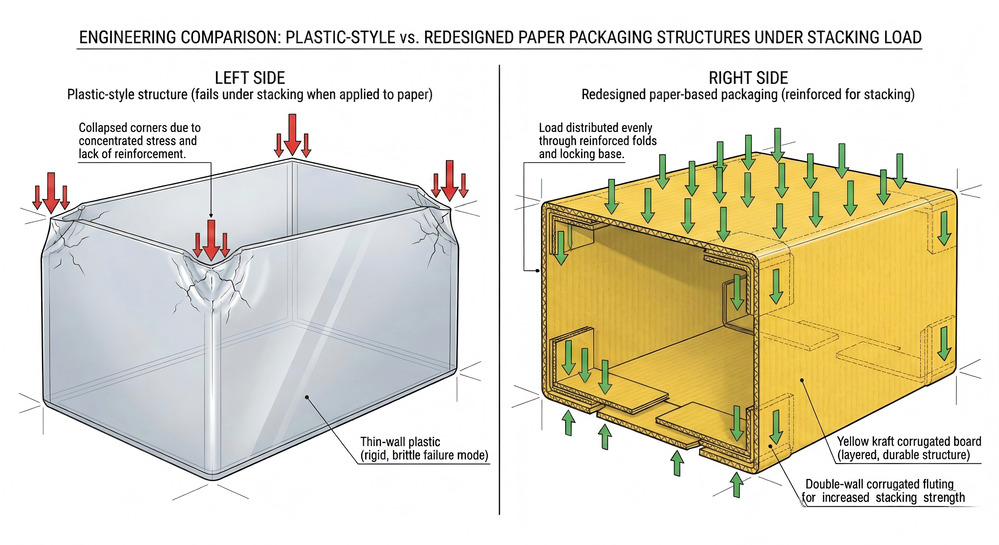
When plastic geometry is reused, the outcomes are predictable:
- Collapsed stacks or corner instability
- Trial runs that pass, but mass production forces slower line speed
- Last-minute thickening, reinforcement, or full structural rework

Humidity swings during shipping and storage can amplify weak designs, but the root cause is almost always structural mismatch.
The “Wait and See” Risk: 2026 Is an Enforcement Point
Many teams are still waiting, assuming timelines may slip.
That is a misread.
From 2026, enforcement focuses on outcomes, not intent.
When documentation, structure, or material definitions are unclear, risk turns into:
- Urgent proof requests
- Shipment holds or clearance delays
- Blocked access to certain markets or channels
Late action narrows options, compresses timelines, and increases cost.

Executive Logic: Three Conditions Must Hold at the Same Time
Every plastic-free decision sits between three forces:
- Cost: material price, line speed impact, and rework risk
- Compliance: whether proof can be produced quickly during checks or audits
- Consumer acceptance: whether the change is understood, valued, and not questioned
The first two determine whether the solution works.
The third determines whether it is worth scaling.
If only one action is taken first, it should be locking strength targets and structure so the solution runs—before refining materials or messaging.
In 2026, the real barrier is not material choice, but structure, documentation, and decision timing.
Delays are more expensive than technical difficulty.
Execution matters more than perfection.
The 2026 Compliance Landscape: Avoiding the 3 Most Expensive Errors
The “Paper-is-Enough” Error: Proof Matters More Than Paper
Switching from plastic to paper does not automatically make packaging compliant.
Near the 2026 enforcement window, the real risk is not material failure. It is paperwork failure.
EUDR (EU Deforestation Regulation) is not about “use paper.”
It requires companies to prove that materials are legal and deforestation-free, backed by due diligence and traceability.
For packaging teams, the rule is simple:
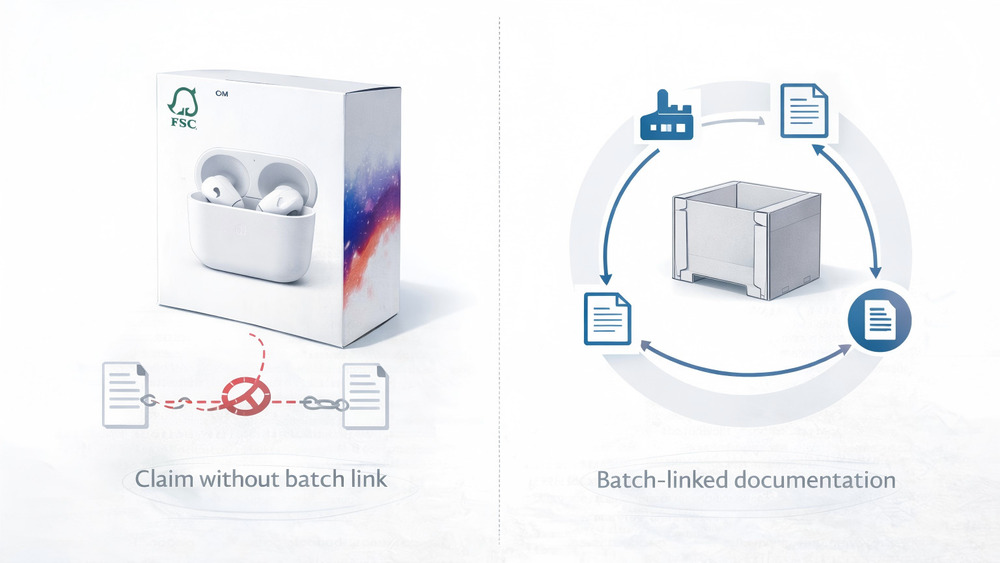
- FSC paper helps.
- FSC CoC helps.
- But documents must match the exact shipment, batch, and SKU.
Saying “we usually use FSC” is not enough.
You must be able to prove this specific shipment is covered.
Paper opens the door.
Proof keeps it open.
The “Tax Blindspot”: Structure Drives EPR Risk
EPR (Extended Producer Responsibility) is not just a material tax.
It shifts packaging reporting and waste costs to the party placing products on the market.
The common mistake is assuming paper automatically lowers risk or cost.
In reality, EPR exposure is shaped by structure:
- Multi-material packs increase reporting complexity.
- Hard-to-separate components raise long-term fees.
- Multiple SKU versions create data mismatches.
If structure and documentation drift apart, reporting becomes messy fast.
Start early.
Build a packaging BOM.
Control versions like you control artwork.
The “Border Check” Reality: PPWR Raises the Minimum Bar
PPWR (Packaging and Packaging Waste Regulation) sets clearer, stricter packaging rules across the EU.
It does not change how every country recycles.
But it does raise the minimum bar for what qualifies as acceptable packaging.
PPWR has entered into force and will apply from August 2026, with phased timelines for different obligations.
What does that mean in practice?
Structure and documentation must match.
Grey-zone designs must be explainable.
Supply chain changes must trigger document updates.
Most shipment problems do not start at the border.
They start months earlier, when a small structural change was never reflected in the paperwork.

By 2026, the expensive compliance failures will not come from choosing the wrong material.
They will come from letting packaging move into mass production without managing it as a controlled specification.
In real projects, fines and shipment holds rarely happen because something could not be engineered.
They happen because structure changed, suppliers changed, and documents did not.
If you do only one thing, lock structure version, supply chain version, and document version together.
That discipline reduces compliance risk more than switching materials alone.
Understanding “Plastic-Free” in 2026: Beyond the Marketing Claims
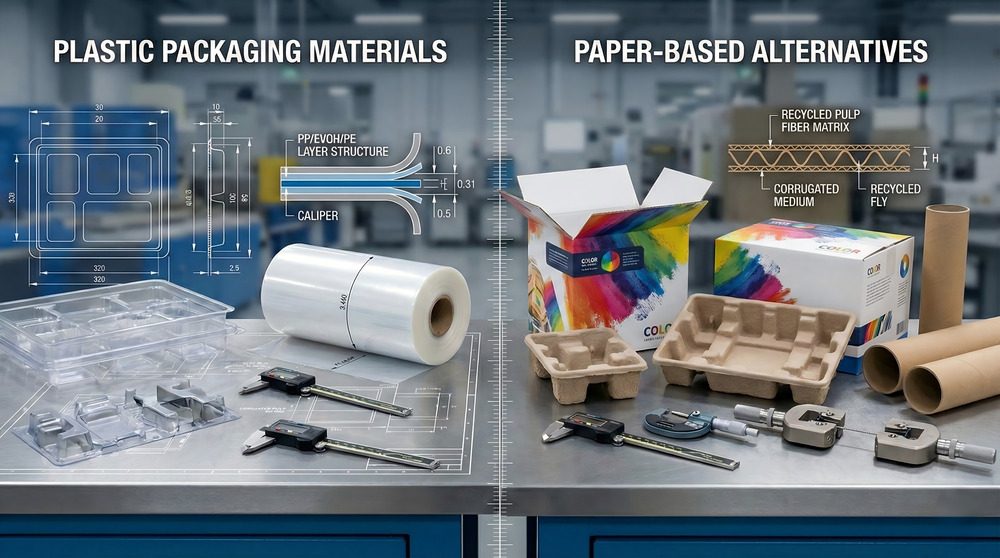
Hidden Plastics: What “Plastic-Free” Often Hides
Many packages labeled “plastic-free” still contain plastic components.
Common examples include:
- PE film lamination
- Plastic window patches
- Certain synthetic adhesives or barrier layers

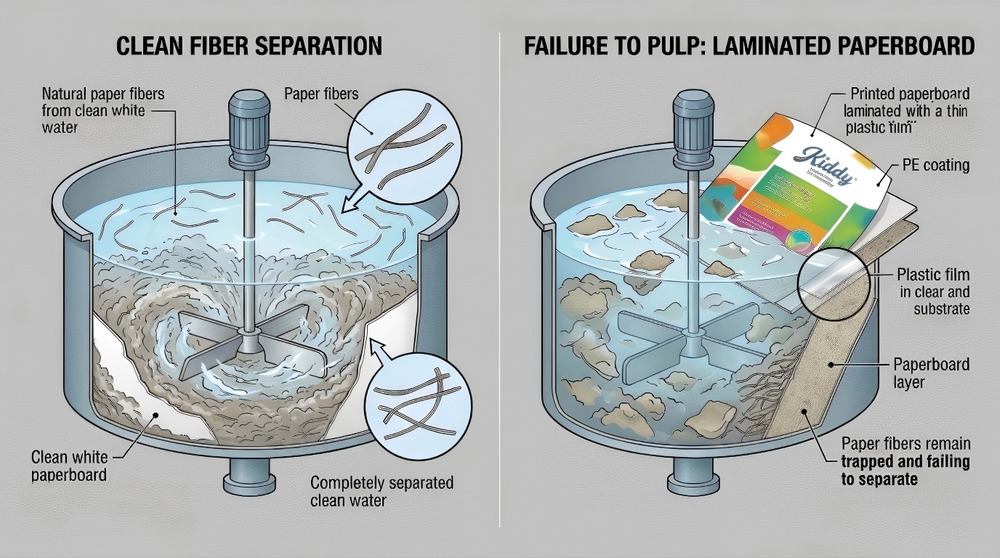
The real question is not how much plastic is present.
It is whether the structure interferes with paper repulping.
In recycling facilities, used paper is pulped in water so fibers can separate.
If coatings or films block that process, the packaging may not be accepted.
Film lamination is not explicitly banned in mainstream markets.
Recyclability depends on how the structure performs within local recycling systems.
If lamination reduces fiber recovery or lowers recyclability classification, it may face increasing compliance pressure over time.
The issue is not the material label.
It is structural performance.
Repulpable vs. Biodegradable: Know the Difference
Biodegradable means a material can break down under certain conditions.
Repulpable means it can be processed in a paper mill and turned back into fiber.
For most paper retail packaging, recycling systems care about repulpability, not biodegradation.
If a structure cannot release fibers during pulping,
a biodegradable claim does not solve the recycling issue.
Verification: What Is Reasonable to Ask For
You do not need complex certifications.
But when a supplier claims plastic-free or recyclable, ask for:
- Clear material specifications (coating type, film presence)
- MSDS or environmental compliance reports (such as REACH or RoHS)
- Evidence if repulpability is claimed

The issue is not the number of documents.
It is whether they match the actual structure used.
In real projects, the risk around “plastic-free” usually comes from structural behavior, not the label.
Many export packages still use lamination because it balances cost and appearance.
The issue is not its existence, but understanding how it performs in recycling systems.
The real test is whether the structure can enter the circular system—not whether it sounds sustainable.
Paper-Based Alternatives: What Actually Works at Scale
Paperboard / Corrugated: When You Must Redesign
Moving from plastic to paper is not a material swap. It is a structural redesign.

Redesign is usually required when:
- The original pack relied on plastic snap-fit or flexibility
- Strength came from molded ribs
- Stacking pressure is high
- Automation is sensitive to tolerance
Paper builds strength through folds, overlaps, and controlled load paths.
Copying plastic logic leads to production problems.
Molded Pulp: Tooling Cost and Production Reality
Both dry-press and wet-press molded pulp rely on tooling.
This means:
- Not suitable for low volumes due to mold cost
- Not ideal for urgent timelines
From initial sample to production mold and mass production,
a smooth process usually takes 35–40 days.

Load capacity depends on wall thickness.
Strength must be evaluated together with pulp thickness.
For fit:
- Do not aim for zero clearance
- Leave molding tolerance
- Large formats must consider cushioning and outer carton fit
A good sample fit does not guarantee stable production.
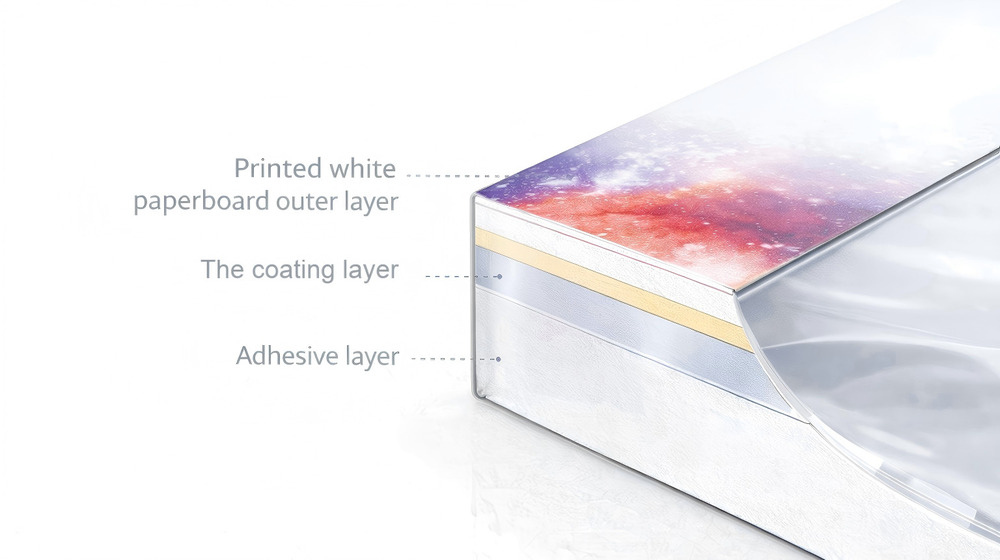
Barrier-Coated Papers: A Direction, Not a Shortcut
Barrier-coated paper uses a functional coating to improve grease or moisture resistance.

The goal is to reduce reliance on plastic film while keeping a paper-based structure.
These materials are increasingly requested in food and cold-chain packaging.
However:
- Barrier performance is usually lower than multi-layer plastic films
- Different coatings affect recyclability differently
- It is not a full replacement in every case
For future projects, a practical approach is:
- Source specialized barrier-coated paper suppliers
- Confirm recyclability compatibility with the target market
It is not a universal solution, but it is a viable direction when properly evaluated.
Paper-based alternatives succeed at scale when structural limits are understood.
Paperboard and corrugated require load-path redesign.
Molded pulp requires tooling and timeline planning.
Barrier-coated paper requires performance and recyclability checks.
Stability comes from defining constraints first, then selecting the structure.
Performance Comparison: Paper-Based Alternatives vs. Traditional Plastic
Protection Metrics: What Really Changes
Switching to paper does not automatically reduce protection.
But the load logic changes.
Plastic relies more on material flexibility.
Paper relies on structure to distribute force.
In paper-based packaging, focus on:
- Burst strength
- Edge crush strength (ECT)
- Stacking load paths
- Moisture impact for sensitive goods

Most failures are not caused by “thin paper.”
They happen when:
- Folds become stress points
- Inserts and cartons carry load differently
- Stacking was never recalculated
Paper protects when the structure carries the load correctly.
Automation Speed: Why Lines Slow Down
Plastic is more forgiving on high-speed lines.
Paperboard is not.

Slowdowns usually come from:
- Unstable surface friction
- Inconsistent opening angles
- Tabs that are too tight or too loose
- Limited spring-back after folding
The goal is not “it runs once.”
It’s “it runs consistently.”
Designing for automation early prevents speed loss.
The Humidity Challenge: Prove It with Real Testing
Paper is moisture-sensitive. That’s true.
But testing does not need to become a lab project.
For typical export packaging:
- Run a drop test to confirm impact strength
- Run temperature or humidity cycling to simulate transport conditions

If both pass, most export scenarios are stable.
More advanced testing is usually required only for high-value or high-risk goods.
After switching to paper, the risk is not the material.
It is the assumption behind the design.
Do not rely on guesswork.
Validate with drop and environmental testing before scaling.
A structure that survives testing is ready for production.
Suitability Boundaries: When Plastic-Free Is the Wrong Choice
High Grease, Long Shelf Life, and Cold-Chain Products
Not every product is ready for an immediate plastic-free transition.

High-grease foods, cold-chain meat products, and long shelf-life items require careful evaluation.
The reasons are practical:
- Grease migration is continuous
- Moisture control requirements are higher
- Temperature differences affect material stability
Some barrier-coated papers may experience performance changes after folding and forming.
Over long storage periods, even small differences can become significant.
If the product relies heavily on plastic film for grease or moisture protection,
a full paper conversion should be validated before implementation.
In these cases, a phased transition or hybrid structure is often more realistic.
Sustainability goals and product stability should be validated together.
High-Speed Lines with Zero Downtime Tolerance
On high-speed automated lines, structural stability often takes priority.

When line speed is high and downtime costs are significant,
changes in friction, tolerance, or opening consistency can affect efficiency.
If the current plastic format runs reliably,
a paper redesign should verify:
- Surface friction stability
- Locking smoothness
- Achievable line speed
Without sufficient testing time,
a phased transition is usually more controllable than a full replacement.
Sustainability targets can be scheduled.
Production stability must be maintained.
When Compliance Goals and Product Risk Are Out of Balance
Some regulations define clear timelines,
but many transitions also include phased implementation.
If a replacement is implemented without validating product stability,
risk may shift toward returns or claims.
A more balanced path includes:
- Replacing lower-risk SKUs first
- Running focused validation on higher-risk products
- Keeping structure and documentation aligned
Compliance and product stability should progress together.
In real projects, risk often comes from timing rather than material alone.
When a structure must resist grease, moisture, or high-speed stress,
replacement decisions should follow validation.
Defining the boundary is part of professional judgment.
A 5-Step Transition Path: How to Execute without Production Downtime
Step 1 — Map Plastic Components and Estimate Cost Range
Do not redesign first. Gain visibility.
Map all plastic-related components:
- Window films
- Tapes
- Inserts
- Labels
- Transport materials

Estimate:
- Alternative materials
- Raw material impact
- Whether projected cost fits the acceptable range
Tooling cost mainly applies to molded pulp.
Die-cut cost for folding cartons is usually low.
If cost is unacceptable, adjust here before moving forward.
Step 2 — Low-Cost Structural Prototype
Structural development does not require heavy investment.

Except for molded pulp, most flat paper structures can be prototyped using a cutting plotter.
The goal:
- Optimize based on experience
- Confirm appearance
- Validate structural logic
Confirm feasibility before refinement.
Step 3 — Structural & Environmental Validation
Once direction is confirmed, run basic validation:
- Drop test
- Temperature or humidity cycling

Check:
- Whether strength covers transport
- Whether performance drops significantly
If tests fail, return to redesign.
Step 4 — Sample Approval or Small Batch Trial
After validation, proceed with formal sample approval or a small batch trial.
For folding cartons, decide based on:
- Structural complexity
- Manual assembly involvement
Simple structure → sample sign-off may suffice.
Complex or labor-intensive → small batch trial is safer.
Extended automation testing is more common in pharmaceutical or very high-volume small cartons.
Confirm:
- Smooth production
- Stable locking
- Consistent appearance
Step 5 — Lock Versions and Confirm Final Cost
Before scaling, confirm:
- Material version
- Structure version
- Supplier source
- Documentation

Ensure final cost aligns with the initial estimate.
The focus here is stability, not cancellation.
Scale after versions are locked.
Plastic-free transition does not require heavy upfront investment.
The sequence is clear:
- Screen cost early
- Prototype efficiently
- Validate basics
- Decide trial level by complexity
- Lock versions before scaling
Controlled pacing reduces risk.
Cost, Timeline, and Scale: The Real ROI of Going Plastic-Free
Total Landed Cost: What Changes Beyond Material Price
When buyers ask “how much will it cost,” they are rarely asking about paper price alone.
They want to know whether the transition will affect total cost and delivery stability.

A practical view breaks the cost into three parts:
- Material and structure: board type, inserts, and added processes
- Compliance responsibility: market-related costs such as EPR
- Logistics and delivery: packing method, transport damage, and landed stability
Material price is only one part.
The real ROI is turning compliance into a predictable delivery cost instead of repeated rework.
The Productivity Shift: Line Speed and Manual Assembly
Productivity should be considered, but paper packaging is not automatically slower.
Forming efficiency should be a design constraint from the beginning, aiming to stay close to the original packing pace.

Two things should be checked early:
- Automation lines: for small cartons with very high volumes (such as pharmaceutical packaging), structures must be machine-friendly.
- Manual assembly: if packing is manual, reduce unnecessary actions such as excessive tabs or complex folding.
The goal is not to avoid paper, but to design for efficiency and confirm it during sampling.
Timeline Reality: How Long It Takes to Launch Safely
“Time to launch” often matters more than material price.

For most folding carton or paper insert projects, a typical timeline is:
Structural prototype and adjustment
Initial prototypes can be prepared in 1–3 days.
Structural and environmental validation
Drop testing and humidity or temperature cycling usually take 3–7 days.
Formal sample approval or small batch trial
Depending on complexity and manual involvement, this stage usually takes 7–15 days.
For standard paper packaging projects,
moving from prototype to production readiness typically takes about 2–4 weeks.
If molded pulp inserts require tooling, the timeline extends:
- Foam fitting sample: about 3–5 days
- Single-cavity mold sample: about 12–15 days
- Production mold and first batch preparation: about 20–22 days
The full development cycle is typically 35–42 days.
The ROI of plastic-free packaging is rarely about the material price itself.
What matters more is reducing uncertainty early:
clear prototypes, validation, small-batch confirmation, and a reliable cost range.
Buyers mainly want to know whether the change will affect shipment stability or compliance,
and whether it will add operational complexity.
When productivity targets, validation steps, and final specifications are clarified early,
production usually runs more smoothly.
Verification & Accountability: Who Proves What, and When
First Check: Do These Regulations Apply to My Packaging?
Before worrying about compliance, ask yourself three simple questions.
Will my product enter the EU market?
If the answer is yes, your packaging may fall under EUDR and PPWR.
EUDR focuses on material sourcing.
If your packaging contains paper or wood-based materials, the brand owner or importer must be able to show that those materials come from legal and deforestation-free supply chains.
PPWR focuses on the packaging itself.
Its goal is to make packaging easier to recycle and reduce unnecessary material use.
Will my product enter markets that operate EPR systems?
This includes many regions such as the EU, UK, France, Germany, Canada, and Australia.
In most cases, the brand owner or importer must:
- register packaging responsibility
- report packaging quantities
- pay recycling fees
You don’t need to memorize every regulation.
But you should know when these rules start affecting your packaging decisions.
Who Is Responsible: Brand, Importer, or Packaging Manufacturer
In many packaging projects, compliance problems are not caused by complicated laws.
They come from unclear responsibility.
In most cases:
Brand owners or importers
handle regulatory responsibilities such as:
- EPR registration and reporting
- EUDR due diligence
- PPWR compliance declarations
To do this, they need information such as:
- material sourcing
- packaging structure
- material compliance statements
Most of this information comes from packaging suppliers.
Packaging manufacturers
usually provide technical inputs such as:
- material sourcing information (such as FSC CoC)
- packaging BOM
- environmental declarations
- necessary test data
In simple terms:
The brand manages regulatory responsibility,
while the packaging supplier provides technical proof.
Minimum Compliance Setup: The Basic Documents I Should Have
Most packaging projects do not require a complex compliance system.
In practice, a basic documentation set usually includes:
- packaging BOM (bill of materials)
- material declarations or environmental reports (such as RoHS / REACH)
- FSC CoC information if certified paper is used
- packaging structure specifications or drawing versions
- shipment and order batch records
The goal is not to collect many documents.
The goal is to ensure these documents match a specific product and shipment batch.
Before Mass Production: Lock the Version Chain
During packaging development, structural changes are normal.

But before mass production starts, four things should be clear:
- structure version
- material version
- supplier source
- document version
These should also map clearly to:
SKU ↔ BOM
BOM ↔ batch
batch ↔ shipment
This makes it much easier to respond if a customer audit or inspection happens.

Let me be honest.
I’ve seen many projects where the materials were fine and the structure worked.
The problem started after production.
The structure changed a little.
The supplier changed.
But the documents stayed the same.
When inspections happen, companies often show many certificates,
but none of them clearly match the shipment.
In many cases, compliance problems are not material problems.
They are version management problems.
Strategic FAQ: Addressing the 2026 Transition Pain Points
Can Paper Packaging Handle Oil or Liquid Products?
For electronics, supplements, and most dry products, paper packaging usually works well.
But paper is not a natural barrier material.
If the product contains oil or liquid, packaging may require:
barrier-coated paper
inner liners
hybrid structures
The real question is not the material.
It is whether the structure fits the product.
Will Paper Packaging Collapse in Humid Shipping Conditions?
Humidity can affect paper strength, but this is a known factor in export packaging.
Typical solutions include:
selecting the right board strength
proper stacking design
internal support structures
Many projects also verify performance through:
drop tests
temperature or humidity cycle tests
These tests confirm the packaging can still protect the product during transport.
What Is the Minimum Documentation Needed for Compliance or Audits?
Most packaging projects only require a basic documentation set:
packaging BOM
material declarations or environmental reports
FSC CoC (when certified paper is used)
packaging structure specifications
shipment batch records
The goal is not more paperwork.
The goal is ensuring documents match a specific shipment.
Will Switching to Paper Increase Packaging Cost?
Packaging cost rarely depends on material alone.
More common factors include:
whether the structure needs redesign
compatibility with existing packing lines
recycling responsibility fees in certain markets (EPR)
In many cases, structural design affects cost more than the material itself.
Let me say something that may sound blunt.
Many teams spend weeks debating materials when discussing plastic-free packaging.
But the material is rarely the real problem.
The real problem is usually this:
the structure was not designed properly, validation was rushed, and production started too early.
When problems appear in shipping, people blame the material.
But the issue was already built into the design stage.
Conclusion: Moving from “Plan” to “Pilot”
By this point, the question is no longer whether plastic-free packaging is possible.
The real question is simple:
What should the team do next?
If I were running this transition today, I would start with four actions.
Step 1 — Pick One SKU
Start with a controlled pilot.
Choose a product that:
- ships regularly
- has stable packaging
- does not involve extreme storage conditions
Avoid the most complex product in your portfolio.
Step 2 — Map the Plastic Footprint
List every plastic component in the packaging system.
Typical examples include:
- window film
- blister trays
- lamination
- inner bags
- tapes or labels
This quickly shows where replacement is actually needed.
Step 3 — Define the Non-Negotiables
Set clear boundaries for the redesign.
Usually these include:
- product protection during shipping
- packaging efficiency in production
- basic compliance documentation
Removing plastic should not break the system.
Step 4 — Prototype and Run a Pilot
Develop a structural sample and verify it.
Typical checks include:
- structural fit and assembly
- drop testing
- humidity or temperature tests when needed
For most folding carton projects, a small pilot or final sample approval is enough to confirm feasibility.
Many teams spend months debating materials when planning plastic-free packaging.
In reality, the answers rarely come from meetings.
They come from running a pilot.
If the structure protects the product, runs smoothly in production, and the documents match the shipment, the transition is already mostly solved.